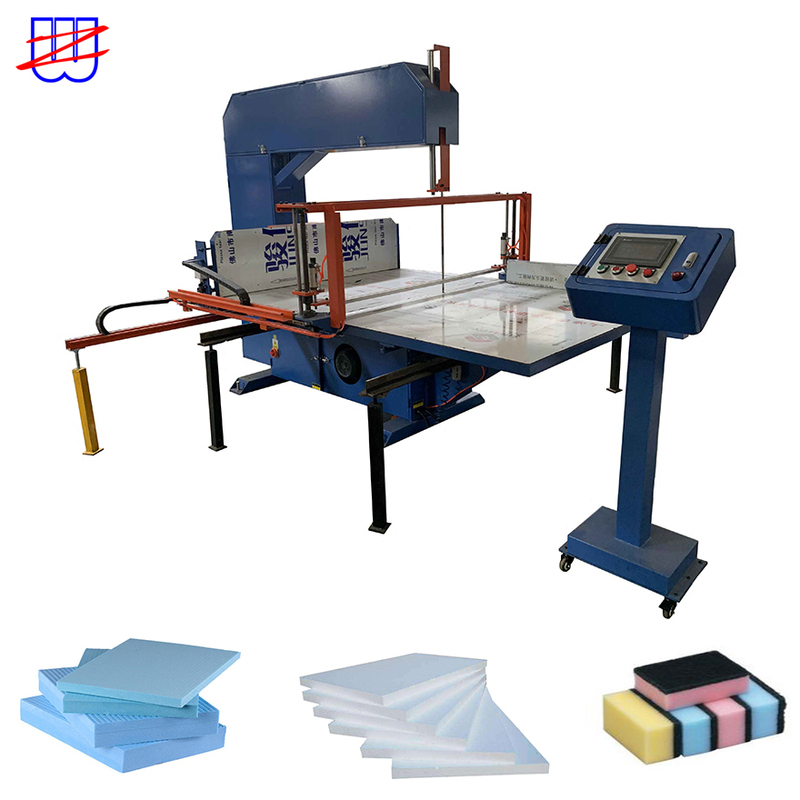
自动珍珠棉立切机
自动珍珠棉立切机
自动珍珠棉立切机
¥1.00
- 产品详情
- 产品参数
自动立切机操作说明书
AUTOMATIC VERTICAL CUTTING MACHINE MANUAL
初步机器上电操作流程如下:
1、将电缆电源线“L1/R(第一条火线)、L2/S(第二条火线)、L3/T(第三条火线)、N(零线)、PE(地线);分别接入380V电源,3P断路器或者3相漏电开关需配备的容量为16A~20A,火线与零线切记不要接错以免烧坏机器,地线一定要接通预防机器漏电。
2、380V电源正确的接对后,用户墙壁上的电源开关闭合进行送电,接着将机器上的电源开关往右下方扭动到“ON”状态,
The preliminary power on operation process of the machine is as follows:
1. Connect the cable power lines "L1 / R (the first live wire), L2 / S (the second live wire), L3 / T (the third live wire), n (zero wire) and PE (ground wire) to 380V power supply, 3P circuit breaker or 3-phase leakage switch respectively, with the capacity of 16A ~ 20A. Do not connect the live wire and the zero wire wrongly, so as to avoid damaging the machine. The ground wire must be connected to prevent machine leakage.
2. After the 380V power supply is correctly connected, the power switch on the user's wall is closed for power transmission, and then the power switch on the machine is twisted to the "on" state,
如图所示:
3、机器通电后,触摸屏将会通电,这个时候机器的控制系统会进行自检,如有问题系统将会提示,提示的内容如下图所示:
3. After the machine is powered on, the touch screen will be powered on. At this time, the control system of the machine will conduct self inspection. If there is a problem, the system will prompt. The prompt content is shown in the following figure:
请根据触摸屏弹出的窗口内容进行排除报警内容:
①、急停开关被按下,请松开所有的急停开关;
②、三相电源错误,请重新接线,把电源线L1/R、L2/S、L3/T任意两条线进行调换即可。
Please exclude the alarm content according to the contents of the pop-up window on the touch screen:
① If the emergency stop switch is pressed, please release all the emergency stop switches;
② If the three-phase power supply is wrong, please rewire and replace any two power lines L1 / R, L2 / s and L3 / T.
机器正常操作流程如下:
1.点击触摸屏画面“操作画面”按钮进入系统,如需切换语言,点击“语言选择”按钮。如图所示:
The normal operation process of the machine is as follows: 1. Click the "operation screen" button on the touch screen to enter the system. If you need to switch languages, click the "language selection" button. As shown in the figure:
2.进入触摸屏“操作画面”后,请根据工艺要求进行设置参数,设置如下:
①、设定分切宽度;
②、设定材料总宽度;
③、设定切割次数;即材料的宽度可以切割的次数。
④、设定总产量;即需要生产的总个数。
⑤、设定分批产量;即需要分批生产的个数。
点击“参数设置”按钮,进入参数设置画面;
2. After entering the "operation screen" of the touch screen, please set the parameters according to the process requirements as follows:
① Set the cutting width;
② Set the total width of the material;
③ Set the cutting times, that is, the number of times the width of the material can be cut.
④ Set the total output, that is, the total number of pieces to be produced.
⑤ Set the batch output, that is, the number of batches to be produced.
Click the "parameter setting" button to enter the parameter setting screen;
如图所示:
进入参数设置画面…..
Enter the parameter setting screen ..
3、点击触摸屏“参数设置”按钮,进入参数设置画面后,设置如下:
①、设定料头切除长度;即所谓的头边料。
②、分切宽度补偿;这个数值的含义是在切刀往左右切割的时所产生的长度误差,才会进行补偿,这个数值可设置±(正负数)。
③、设定推料速度;这个数值的含义是指挡板台推料进行送料的速度。
④、设定切割平台速度;即平台正常切割时的速度。
⑤、设定板材片数;即有多少层材料叠在一起切割。
⑥、切割次数自动OFF;这个按钮开关的含义是指:材料总宽度与分切的宽度,计算出可以切割的次数,列如:材料总度设定1000mm,分切宽度设定100mm,料头切除长度设定10mm,那么系统会自动计算出可以切割的次数为9刀,然而,如果需要系统自动计算,接下来要启动“切割次数自动ON”从OFF到ON状态。
⑦、双向切割OFF;即切割平台可进行双向切割,但是这个需要根据机型的刀条是否具备双面刀口的功能。
3. Click the "parameter setting" button on the touch screen to enter the parameter setting screen, and the settings are as follows:
① Set the cutting length of the material head, that is, the so-called head edge material.
② This value means that the length error generated when the cutter cuts left and right will be compensated. This value can be set as ± (positive and negative).
③ Set the pushing speed; this value refers to the feeding speed of the baffle table.
④ Set the cutting platform speed, that is, the normal cutting speed of the platform.
⑤ Set the number of sheets, that is, how many layers of material are stacked together for cutting.
⑥ The meaning of this button switch is to calculate the number of times that can be cut, such as: the total material width is set to 1000mm, the cutting width is set to 100mm, the cutting length is set to 10mm, then the system will automatically calculate the number of times that can be cut is 9. However, if the system needs to automatically calculate, the next step is to start "Cutting times automatic on" from off to on.
⑦ Bi directional cutting off: that is, the cutting platform can conduct bi-directional cutting, but it depends on whether the blade of the machine has the function of double-sided blade.
以上介绍的参数设置,请根据需求进行设置,设置完毕后,介绍操作机器流程:
①按“复位”按钮后,推料挡板台会执行位置回原点;
②回原点完毕后,触画面会提示伺服“已回原点”;
③按“手动模式”按钮,将其切换到自动模式;
④按“锯条OFF”按钮,将其切换到ON状态;如果不启动锯条电机将无法正常运行。
Please set the above parameters according to the requirements. After setting, introduce the operation process of the machine
① After pressing the "reset" button, the pushing baffle table will return to the original position;
② After returning to the origin, the touch screen will prompt that the servo has returned to the origin;
③ Press the "manual mode" button to switch it to the automatic mode;
④ Press the "saw blade off" button to switch it to on state; if the saw blade motor is not started, it will not work normally.
如图所示:
以上按钮操作完毕后,接下来介绍如何启动机器:
①按“启动”按钮,机器将会自动运转;
②如果机器在运转过程中需要停止或者暂停,请按“停止”;如需继续运行,请按“启动”按钮即可。
③在机器自动运行过程中,如发生紧急事故,请按“急停开关”;当急停开关被按下后以及松开急停开关后,需要按触摸屏的“复位”键,这样的原因是为了机器从头开始,否则机器将无法正常运行。
After the operation of the above buttons, the next step is to introduce how to start the machine
① Press the "start" button, the machine will run automatically;
② If the machine needs to stop or pause during operation, please press "stop"; if it needs to continue operation, please press "start" button.
③ In the process of automatic operation of the machine, if there is an emergency, please press the "emergency stop switch"; when the emergency stop switch is pressed and the emergency stop switch is released, you need to press the "reset" button on the touch screen. The reason is that the machine will start from scratch, otherwise the machine will not run normally.
如图所示:
系统自动运行提示窗口操作流程
Operation flow of prompt window of system automatic operation
1.分批产量;分批产量到达后,系统会提示,接着机器会停止几秒钟,然后继续运转会自动关闭此窗口。
1. Batch production: after the batch production arrives, the system will prompt, and then the machine will stop for a few seconds, and then continue to run, and this window will be automatically closed.
如图所示:
2.总产量;总产量到达后,接着机器会停止,系统会提示,看到提示窗口后,请按“确定”键,然后按“返回”键;如果不按“确定”键,系统会一直报警导致无法开机。
2. Total output: after the total output arrives, the machine will stop and the system will prompt. When you see the prompt window, please press the "OK" key, and then press the "return" key; if you do not press the "OK" key, the system will alarm all the time and fail to start.
如图所示:
3.当切割次数到达后,推料挡板台会自动回位,接着触摸屏提示以下这个窗口,
3. When the cutting times reach, the pusher baffle will return to its position automatically, and then the touch screen will prompt the following window,
如图所示:
当看到这个窗口时,证明设备已经对材料加工完毕,接着只需重新放料到切割平台上,然后按“启动”按钮即可,这样如此循环操作。
When you see this window, it is proved that the equipment has finished the material processing, and then you just need to put the material on the cutting platform again, and then press the "start" button, so as to cycle the operation.
操作画面手动操作流程
Operation screen manual operation process
1.手动切割;即切割一次,比如切割料头或者测试切割长度,那么按一下此按钮,就会切一次;需注意的是此按钮需要在“手动模式”才会生效,画面也会显示出“手动模式”,
1. Manual cutting: once cutting, such as cutting head or testing cutting length, press this button to cut once. It should be noted that this button needs to be in "manual mode" to take effect, and "manual mode" will also be displayed on the screen,
如图所示:
2.产量清零;即清除“当前产量”与“产量累计”,点击此按钮三秒会“产量累计”进行清除,需注意的是此按钮,在机器停止的“状态”下才能用,
2. Output reset: that is to clear "current output" and "output accumulation". Click this button for three seconds to clear "output accumulation". It should be noted that this button can only be used when the machine is stopped,
如图所示:
3.复位;即复位机器的状态,列如:复位“系统的报警”和“机器的机械位置”和“分切长度”和升降台;按住“复位”按钮2秒,可以对升降台进行上升操作,但需机器停止的“状态”才会生效,
3. Reset: reset the state of the machine, such as: reset the "system alarm" and "mechanical position of the machine" and "cutting length" and the lifting table; press and hold the "reset" button for 2 seconds, the lifting table can be raised, but the "state" of the machine will take effect,
如图所示:
手动画面操作流程
Manual screen operation process
将模式切换到“手动模式”下才能用,画面也会显示出“手动模式”,那么相对应的按钮才能生效。
Only when the mode is switched to "manual mode", the screen will also show "manual mode", then the corresponding button will take effect.
1.进料点动与推料点动;即手动送料与退料,点击此两个按钮,对推料挡板前进与后退的操作,
1. Feeding inching and pushing inching: manual feeding and returning. Click these two buttons to move the pushing baffle forward and backward,
如图所示:
2.平台前进与平台后退;即点动平台上前进与后退,点击此两个按钮,对切割平台前进与后退操作,
2. Platform forward and platform backward; that is, click the two buttons to move forward and backward on the cutting platform,
如图所示:
3.压料气缸;即点动压料气缸上升与下降,点击此个按钮,对压料下降与上升操作,
3. Pressing cylinder: that is, press the pressing cylinder to rise and fall. Click this button to operate the pressing cylinder to fall and rise,
如图所示:
4.磨刀电机;即当刀条不够锋利是对刀条进行打磨,点击此个按钮,对刀条操作,在机器自动运行中也可以使用此按钮。
4. Knife sharpening motor: when the blade is not sharp enough, it is necessary to grind the blade. Click this button to operate the blade. This button can also be used in the automatic operation of the machine.
如图所示:
5.伺服回原点;即推料挡板回位,点击此个按钮,进行回零操作,
5. The servo returns to the original point, that is, the pushing baffle returns to its original position. Click this button to return to zero,
如图所示:
6.手动切割、锯条电机;上面的操作流程已经介绍过,这里不再讲述。
6. Manual cutting, saw blade motor; the above operation process has been introduced, and will not be described here.
如图所示:
报警画面操作流程
Operation flow of alarm screen
当系统检测到故障报警时,会弹出报警画面,请根据报警内容排除,
按“复位”按钮或者断电可清除报警,如图所示:
When the system detects the fault alarm, the alarm screen will pop up. Please remove it according to the alarm content,
Press the "reset" button or power off to clear the alarm, as shown in the figure:
报警内容以及排除方法如下:
The alarm contents and elimination methods are as follows:
1.切割平台异常,请检查电气部分X0、X2、!
排除方法:①、检查机械结构是否卡死;②、检查传动结构是否损坏;
③、检查电机是否烧坏;
④、检查电机是否缺相;
⑤、检查传感器(X0、X2)是否损坏,检查此两个传感器;在平台下面可以看到总共有4个传感器,请根据传感器上的标示进行查;
⑥、检查变频器(INV1)是否有报警或者损坏。
2.误操作,切割平台不在原点;请复位!
排除方法:按“复位”按钮即可。
3.推料伺服回原点异常,请检查电气部分X4!
排除方法:①、检查机械结构是否卡死;②、检查伺服驱动器面板所报的代码,然后与设备厂家联系;③、检测该传感器(X4)是否损坏或者没有检测到。
4.推料伺服行程宽度超出安全范围内,请从新设置!!
排除方法:重新设置分切的宽度和材料总宽度即可。
5.推料伺服未执行回原点,请”复位“!!
排除方法:按“复位”按钮即可。
6.推料伺服故障报警,请检查!!
排除方法:①、检查机械结构是否卡死;②、检查传动链条是否断开;③、检查电机是否损坏;④、检查驱动器是否损坏;⑤、检查伺服驱动器面板的报警代码,然后与厂家取得联系解决方案;
7.急停开关被按下,如需开机, 请松开急停!
排除方法:松开所有的急停开关即可。
8.锯条电机过载报警,请检查机械部分!
排除方法:请检查热过载继电器(RT1、)多次点击热过载继电器面板的黄色与蓝色的小按钮,直到报警声消失;
1. The cutting platform is abnormal, please check the electrical parts x0, X2!
Troubleshooting: 1. Check whether the mechanical structure is stuck; 2. Check whether the transmission structure is damaged;
③ Check whether the motor is burnt out;
④ Check whether the motor is lack of phase;
⑤ Check whether the sensors (x0, x2) are damaged, and check these two sensors. There are four sensors under the platform, please check according to the label on the sensor;
⑥ Check whether the inverter (inv1) has alarm or damage.
2. Wrong operation, the cutting platform is not at the origin; please reset!
Troubleshooting: press the "reset" button.
3. The pushing servo is abnormal, please check the electrical part X4!
Troubleshooting: 1. Check whether the mechanical structure is stuck; 2. Check the code reported by the servo driver panel, and then contact the equipment manufacturer; 3. Check whether the sensor (x4) is damaged or not.
4. The stroke width of pushing servo is beyond the safe range, please reset!!
Exclusion method: reset the width of slitting and the total width of material.
5. The pushing servo does not return to the origin, please "reset"!!
Troubleshooting: press the "reset" button.
6. Push servo fault alarm, please check!!
Troubleshooting: 1. Check whether the mechanical structure is stuck; 2. Check whether the transmission chain is disconnected; 3. Check whether the motor is damaged; 4. Check whether the driver is damaged; 5. Check the alarm code of the servo driver panel, and then contact the manufacturer for solutions;
7. The emergency stop switch is pressed. If you need to start the machine, please release the emergency stop switch!
Troubleshooting: release all the emergency stop switches.
8. Saw blade motor overload alarm, please check the mechanical part!
Troubleshooting: please check the thermal overload relay (RT1,) and click the small yellow and blue buttons on the thermal overload relay panel for many times until the alarm disappears;
如图所示:
9.切割平台变频器报警,请检查!
故障排除如下:
检查切割平台机械结构是否卡死;
检查切割平台的传动电机是否损坏;
检查电柜里面的变频器(INV1)是否损坏。
10.输入电源380V相序错误,请重新接线!
故障排除如下:
检查输入电源380V是否缺相;
重新接线,火线之间随便调换两个火线即可;
检查火线与零线是否接对。
11.推料伺服前进过冲报警,请检查!
故障排除如下:
检查机械结构是否打滑;
检查设置分切宽度和材料总宽度是否正确;
12.推料伺服后退过冲报警,请检查!!
故障排除如下:
检查机械结构是否打滑;
检查设置分切宽度和材料总宽度是否正确;
9. Cutting platform frequency converter alarm, please check!
Troubleshooting is as follows:
Check whether the mechanical structure of the cutting platform is stuck;
Check whether the transmission motor of the cutting platform is damaged;
Check whether the inverter (inv1) in the electric cabinet is damaged.
10. Input power 380V phase sequence error, please rewire!
Troubleshooting is as follows:
Check whether 380V input power supply is lack of phase;
Re connect the wires and change two wires between the hot wires at will;
Check whether the live line and the zero line are connected correctly.
11. Pushing servo forward overshoot alarm, please check!
Troubleshooting is as follows:
Check whether the mechanical structure is slipping;
Check whether the setting of slitting width and total material width are correct;
12. Push servo backward overshoot alarm, please check!!
Troubleshooting is as follows:
Check whether the mechanical structure is slipping;
Check whether the setting of slitting width and total material width are correct;
价格
¥1.00